+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Электроды Эсаб — универсальное решение в области сварки материалов. Применяются для всех видов сталей, цветных металлов и чугуна. Рассмотрим их характеристики.
Электроды Эсаб — универсальное решение в области сварки материалов. Применяются для всех видов сталей, цветных металлов и чугуна. Рассмотрим их характеристики.

Компания ESAB (Швеция) — всемирно известный производитель оборудования и материалов для сварки. Безупречная деловая репутация, постоянный поиск новых решений и внедрение инноваций вывели компанию на международный уровень. Продукция характеризуется как качественная, надежная и недорогая. Электроды ЭСАБ — признанный на мировом рынке эталон качества. Они производятся нескольких категорий по назначению и составу, используются для автоматической и ручной сварки, наплавки металла. Назначение — сваривание углеродистых и низколегированных, нержавеющих и жаропрочных сталей, чугунов, листов со специальным покрытием и цветных металлов в конструкциях строительного назначения, в машиностроении, авто и судостроении.
Интересный факт! Маркировка ОК на электродах получилась от инициалов основателя компании и изобретателя электрода Oscar Kjellberg. Патент на продукцию был выдан еще в 1904 году.
Характеристики и преимущества
Электроды ESAB привлекают универсальностью и большими возможностями. Номенклатура позволяет подобрать расходники под конкретную задачу. Электроды используются для прихваток, наплавки и наложения основательных швов. Они отличаются низким тепловложением и успешно применяются при монтаже, когда стыкуются детали с большими зазорами.
Помимо этого, обеспечивают высокое качество соединений в конструкциях из углеродистых и низколегированных сталей, имеют экономный расход, подходят для сваривания толстостенных и тонкостенных элементов, а также конструкций, подверженных агрессивному воздействию. Изделия устойчивы к образованию горящих дефектов поверхности, даже при малом нагреве дают шов высокой вязкости. Следующее достоинство — стойкость к коррозии и появлению трещин, возможность сваривать детали в любом положении, при этом сохраняется высокое качество шва, и не возникает больших напряжений. Ими удобно работать в труднодоступных местах. Электроды применяют в изделиях с тяжелым нагружением при эксплуатации, повышенными требованиями к прочности и ударной вязкости. Главное преимущество продукции — простое использование для новичков и опытных специалистов сварочного ремесла, а также безопасность в работе.
Виды электродов Esab
Электроды Эсаб изготавливаются с металлическим стержнем либо из других материалов. Сердечник обеспечивает подачу электротока в место сваривания. Различают несколько видов расходных материалов по назначению, а именно для: конструкционных сталей без легирования; низколегированных сталей; высоколегированных сталей; сваривания неоднородных материалов; сплавов никеля; материалов из алюминия; упрочняющего наплавления.
Наиболее популярна категория для сваривания конструкционных сталей. Это серии ОК 46 и 48, УОНИИ, ОЗС, ЦУ и другие. Электроды серии ОК 46 — лидер популярности. Они универсальны в применении, пригодны для заполнения больших щелей и не нуждаются в существенных теплозатратах. Расходники УОНИ 13/55 производятся для ручной сварки. Они позволяют накладывать сварные швы с высокой пластичностью и ударной прочностью. Сваривать углеродистые и низколегированные стали можно даже при морозной погоде. Доступные рутиловые электроды МР-3 используют для ручной сварки с постоянным либо переменным током.
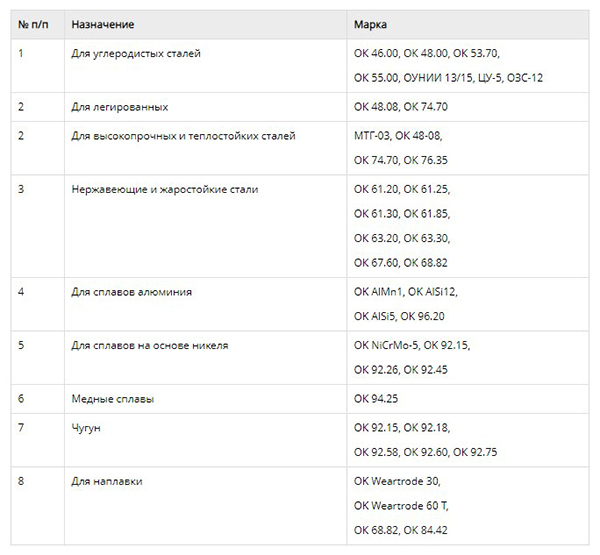
Марки электродов ЭСАБ для сварочных работ и наплавки
Детали из нержавейки соединяют рутиловыми электродами марки ОК 63.30. Они обеспечивают высокостойкую дугу, почти не разбрызгиваются и создают капельный перенос металла. Шлаки легко отделяются сами или после слабого воздействия. Готовые швы ровные и чистые. Серия ЦУ-5 используется для сварочных операций на толстостенных трубопроводах из слаболегированных сталей. Сварка не требует предварительного разогрева и дальнейшей термообработки. Электроды ЭСАБ-СВЭЛ производятся шведской компанией в Санкт-Петербурге на базе судостроительного завода. Они имеют основную номенклатуру марок для сваривания различных видов сталей. Электроды Эсаб производятся сечением 2-5 мм и длиной 300-450 мм.
Используемые покрытия
Чтобы обеспечить стабильный разряд дуги при сварке, создать облако защитных газов для формирования нужных параметров сварного шва, стержень покрывается порошкообразной массой. Качество, состав и тип покрытия определяют эффективность процесса и прочность сварных металлоконструкций. От них зависит вязкость расплава, переходные явления в металле, шлакообразование.
При производстве электродов ЭСАБ используются следующие виды покрытий: основное (В); рутиловое (R); кислотное (А); целлюлозное (С); смешанное (RB, RA, RC). На электродах маркируется тип покрытия и толщина.
Основное
Расходники с основным покрытием предназначены для сварки ответственных металлоконструкций. В зону сваривания рекомендуется подавать постоянный тип тока с отрицательной полярностью. Металл в сварочной ванне характеризуется высокой пластичностью, а наложенный шов — выпуклостью и грубоватостью. Формула покрытия складывается из карбонатов кальция и магния (доломит, магнезит, мрамор).
Важно! Электроды с основным покрытием требуют тщательной подготовки кромок и соблюдения норм хранения. При использовании сырых изделий или деталей со следами масла, коррозии или окалины получится пористый шов.
Рутиловое
Основным компонентом этого покрытия служит минерал рутил, дополнительными веществами — ферромарганец, кремнезем, карбонаты кальция и магния. Достоинство электродов с рутиловым покрытием в том, что сварка протекает с минимальным разбрызгиванием металла, швы ложатся ровно, а окалина легко снимается. За счет легкого повторного зажигания дуги процесс происходит быстрее. Такими изделиями можно выполнять все виды швов. Рутиловое покрытие признано наименее опасным для здоровья.
Кислотное
Кислотное покрытие содержит оксиды железа и марганца. Процесс сваривания сопровождается существенным выделением в сварочную дугу кислорода, что придает металлу тягучесть и уменьшает поверхностное натяжение. Температура растет, и металл хорошо растекается. Таким образом, повышается производительность, но остается вероятность образования подрезов. Выделяемые марганцем оксиды являются вредными для человека, поэтому сварщики перешли на рутилово-кислотную обмазку.
Целлюлозное
Отличительный признак покрытия заключается в обильном выделении газов при незначительном шлакообразовании. Целлюлозные электроды идеально подходят для наложения вертикальных швов. В основу целлюлозного покрытия, кроме самой целлюлозы, могут входить ферросплавы, тальк, органические смолы. К недостаткам материала относится излишнее разбрызгивание металла и невысокая пластичность шва из-за избыточного содержания водорода.
Технические характеристики
С электродами Эсаб можно использовать инверторы и полуавтоматы бытового и промышленного назначения. Для работы устанавливают постоянный или переменный ток обратной и прямой полярности. Напряжение дуги от 50 до 220 В подбирается в зависимости от сечения электрода и условий. Режим холостого хода — 50 В. Для электродов ОК применяется сварочный ток 23-110 А от промышленных и бытовых источников. Они имеют легкий поджиг в начале и повторный в процессе работы. Прокалка занимает не менее часа, а режим подбирается индивидуально.
Совет! Для получения качественного шва эксперты рекомендуют прокаливать электроды перед работой в электрической печи. Температура нагрева — не выше 90°, время прокалки — 60 минут.
Положение стержня при сварке может быть: вертикальным; горизонтальным, угловым; верхним или нижним. Точная техническая информация и режимы сварки указаны на упаковке.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q