+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Сварочные каретки становятся все более распространенным инструментом для сварки на больших промышленных объектах. Их необходимость вполне очевидна в контексте автоматизации процессов при работах на действительно крупных проектах. Рассмотрим вопрос более детально.
Сварочные каретки становятся все более распространенным инструментом для сварки на больших промышленных объектах. Их необходимость вполне очевидна в контексте автоматизации процессов при работах на действительно крупных проектах. Рассмотрим вопрос более детально.

Каретки для сварки используются на верфях по всему миру. Они помогают повысить производительность, улучшают качество производимых сварных швов. Именно эти показатели являются критичными для конкурентоспособности в отрасли, которая в течение последнего десятилетия продемонстрировала повышение стандартов качества, рост затрат и уменьшение количества задействованной рабочей силы.
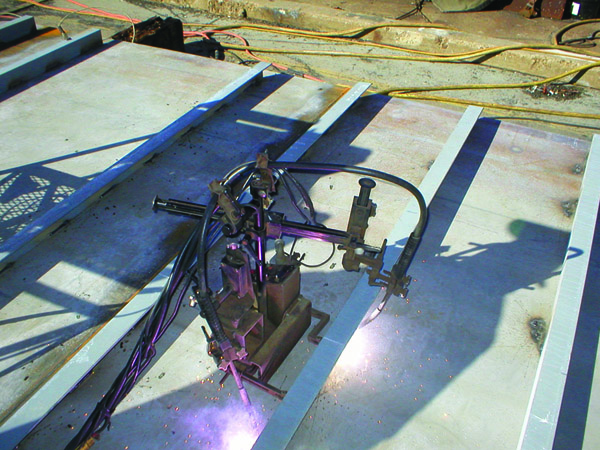
Безрельсовые сварочные каретки для сварки угловых швов, сварки внахлест и стыковой сварки
На судостроительных заводах сварочные каретки получают распространение благодаря более простым и экономически целесообразным технологиям сварочных процессов. Примеров достаточно много. Возьмем в качестве образца безрельсовые сварочные каретки поставляемые, например, CARPANO EQUIPMENT или Gullco Internationals MOGGY. Они не используют колею, а перемещаются на регулируемых колесах, двигающих вертикальную систему при сварке внахлест или для выполнения угловых швов. Каретки могут быть оснащены двумя горелками для синхронной сварки. Это не только удваивает производительность, но также сокращает поступление чрезмерного количества тепла, минимизирует вероятность появление деформаций в металле.
Несколько кареток, каждая из которых оснащена двумя горелками, могут быть автоматизированы с помощью программируемого логического контроллера и управляться одним оператором. Один человек может контролировать до 16 сварочных дуг, которые способны суммарно производить более 80 кг сварочного шва в час.
Портативные сварочные каретки обеспечивают точную величину катета углового шва, предотвращая излишнюю сварку, растраты. Например, если вместо нужных 5 мм было приварено 6 мм, дополнительный расход металла может превышать норму на 78%. Избыточная сварка не только приводит к дефектам, увеличивает зону термического воздействия, но и замедляет общую скорость выполняемых операций.

Версия с двумя горелками – это отличный пример автоматизации, которая улучшает показатели времени горения дуги и наплавки. Управляемая одним оператором, она может выдавать производительность наплавки до 11 кг/час. Мастерство сварщика теперь передано оборудованию. Оператор не так сильно устает, и, в то же время, можно использовать оборудование увеличивающее время горения дуги. Его, как правило, применяют для выполнения угловых швов и сварки внахлест на палубе, а также сварки ребер жесткости.
Повышение производительности
Рассмотрим пример повышения производительности, которая достигается за счет использования сварочной каретки с двумя горелками.
Рассчитаем производительность для 5-миллиметрового углового шва при 8-часовой смене:
- сварка вручную – 40 метров;
- сварка самоходной сварочной кареткой для полуавтоматической сварки в защитных газах – 60-65 метров;
- каретка с двумя горелками, управляемая одним оператором – 220 м при 50% времени горения дуги. При 70% времени горения дуги длина сварного шва составит 308 м.
Преимущества использования самоходной безрельсовой каретки:
- невысокие требования к квалификации сварщика для получения сварных швов высокого качества;
- сокращение времени сварки;
- ускорение наплавки и увеличение времени горения дуги до 80%;
- улучшение условий работы сварщиков, так как они находятся дальше от газов и жара;
- один оператор может управлять двумя горелками;
- высокое качество, прочность и точность угловых швов, что приводит к экономии на расходных материалах;
- точный контроль параметров сварки, устранение избыточной сварки;
- контроль зон термического влияния;
- меньше дефектов, более быстрое тепловыделение, меньше вынужденных циклов остановка-запуск;
- предотвращение простоев;
- высокая производительность при уменьшении потребности в человеческих ресурсах;
- в пределах разумного расстояния один оператор может управлять двумя каретками;
- несколько кареток могут быть соединены друг с другом и управляться через один программируемый логический контроллер;
- каретки могут использоваться для сварки угловых швов, сварки внахлест и стыковой сварки в нижнем (1G) и горизонтальном (2G) положении;
- для сварки, при которой невозможны стандартные положения, могут использоваться каретки с магнитными колесами.

Сварочная каретка с программным управлением для всех положений
Этот тип сварочной каретки передвигается по алюминиевым или стальным гибким рельсам, которые крепятся к сварной конструкции с помощью магнитных фиксаторов. Гибкие направляющие дают возможность повторять контур сварной конструкции, прокладывая сварной шов точно по заданным характеристикам. Данный способ автоматизации сварочных процессов подходит для длинных непрерывных швов.
Одной из наиболее важных особенностей современных сварочных самоходных систем, таких как каретки Gullco KAT®, Carpano, является их передовая функция контроля, позволяющая поддерживать скорость каретки независимо от нагрузки (в пределах 45 кг). Это означает, что во время работы каретка может тянуть подающие механизмы сварочной проволоки и кабели, необходимые для работы оборудования.
Для увеличения гибкости процесса автоматизации существует несколько вариантов программ. Некоторые каретки запрограммированы на выполнение сварочных швов серией простых операций («Мгновенный старт», «Остановка», «Запуск сварочной дуги», «Сварка», «Стоп», «Повтор»). В конечном итоге программирование сильно повышает точность и скорость наварки, ускоряет сроки завершения заказов в сравнении с обычной ручной сваркой. Это оптимальное решение для крупных проектов, позволяющее автоматизировать повторяющиеся процессы.
Возможность модификации
Сварочные каретки дополнительно можно оборудовать подвижной головкой для сварки. В судостроении она важна для совершения различных операций и является необходимой для автоматизации производственных процессов. Оператор заранее задает параметры перемещения головки, частоту колебаний, боковую плюс центральную задержку и задержку подачи проволоки. Некоторые каретки поставляются со светодиодным экраном. С его помощью оператор настраивает параметры сварки в процессе ее выполнения.
Одно из ключевых преимуществ описанной выше системы заключается в том, что уровень квалификации сварщика становится менее важным, а поддержание позиции сварочной головки является ключевым вопросом. Несколько операторов, вооруженные техническими требованиями к процессу сварки и под руководством опытного сварщика, могут выполнить такую же работу, как команда высококвалифицированных сварщиков. При этом их эффективность будет выше.
Каретки могут обладать множеством различных функций, в том числе блоком управления колебаниями. Они используются в автоматических операциях для минимизации дефектов, таких как плохое проплавление, неплотное соединение и подрезы. Эти каретки могут быть дополнительно модернизированы путем оснащения электронными /лазерными индикаторами шва для автоматического сканирования их качества.
Все каретки оснащены входными портами для приема команд от программируемого логического контроллера и сопряжены со всеми доступными источниками энергии и механизмами подачи проволоки. Типичными областями их применения Использование сварочных кареток для крупных проектовбудут стыковая сварка блоков, горизонтальные швы на корпусе, швы на корме вне стандартных положений, стыковая сварка на палубах, а также все виды сварки угловых швов и сварки внахлест.
Поскольку каретка может свободно перемещаться, ее можно использовать для газосварочной резки. Это очень важная функция, позволяющая резать и обрабатывать кромки «на месте». После завершения автоматизированной резки все стыки получаются унифицированными, что позволяет выполнить точную сварку, уменьшить излишнюю сварку и количество дефектов.

Сравнение ручной сварки и сварки кареткой с колебаниями и без них
При вертикальной сварке (3G), без автоматизации, производительность наплавки составит:
- ручная сварка: в среднем 60 электродов за 8-часовую смену – 2 кг за 8 часов;
- сварка кареткой с порошковой проволокой (d — 1,2 мм) при 180-200 амперах – 2,8 кг за час;
- сварка порошковой проволокой (d — 1,2 мм) при времени горения дуги 23% – 5,15 кг за смену.
Среднее время горения дуги для ручной сварки – 18-19%.
Среднее время горения дуги для полуавтоматической каретки – 23%.
При вертикальной сварке (3G), с автоматизацией, производительность наплавки составит:
- ручная сварка при времени горения дуги 18% – 2 кг за 8 часов;
- сварка кареткой при времени горения дуги 23% – 5,15 кг за 8 часов;
- автоматизированная сварка кареткой при времени горения дуги 50-60% с колебаниями – 11,2-13,5 кг за 8 часов.
С увеличенным временем горения дуги, которое достигает за счет автоматизации, производительность наплавки вырастает до 50% и более. Показатель времени горения дуги в 70% или более может достигаться при выполнении длинных сварных швов.
Рассмотрим производительность наварки при использовании ручной сварки, сварки кареткой и сварки кареткой с автоматизацией без колебаний:
- для ручной стыковой сварки в нижнем положении (1G) с использованием 5-миллиметровых электродов, среднее значение наварки – 3,2 кг за 8 часов;
- сварка кареткой с порошковой проволокой (d — 1,6 мм) при 300 ампер – 5,2 кг за час;
- сварка кареткой порошковой проволокой (d — 1,6 мм) при времени горения дуги 23% – 9,6 кг за 8 часов;
- для стыковой сварки кареткой с автоматизацией в нижнем положении (1G) с порошковой проволокой (d — 1,6 мм) и колебаниями при времени горения дуги 50-60% – 21-25 кг за 8 часов.

Итог
По всему миру в судостроении для сварки резервуаров хранения нефти с толстыми стенками, сферических стальных резервуаров, напорных трубопроводов используются каретки в комбинации с блоками колебаний горелок. Эти сварочные каретки с высокой производительностью наварки и большим временем горения дуги способны решать поистине глобальные задачи, весьма снижая сроки их завершения.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q