+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Существует несколько видов сварки, и достаточно инновационной среди них является лазерная сварка. В этой статье мы расскажем о том, что представляет собой лазерная сварка, и какие процессы протекают во время работы с ней.
Существует несколько видов сварки, и достаточно инновационной среди них является лазерная сварка. В этой статье мы расскажем о том, что представляет собой лазерная сварка, и какие процессы протекают во время работы с ней.

Первое, что необходимо уяснить – это концентрация большого количества энергии в лазерном луче. В физических величинах это количество исчисляется 10^8 Вт/кв. см. Представьте, что такое количество энергии концентрируется в одной, очень маленькой точке, с размером в пару микрон. В электронном луче практически такое же количество энергии 10^6 Вт/кв. см.
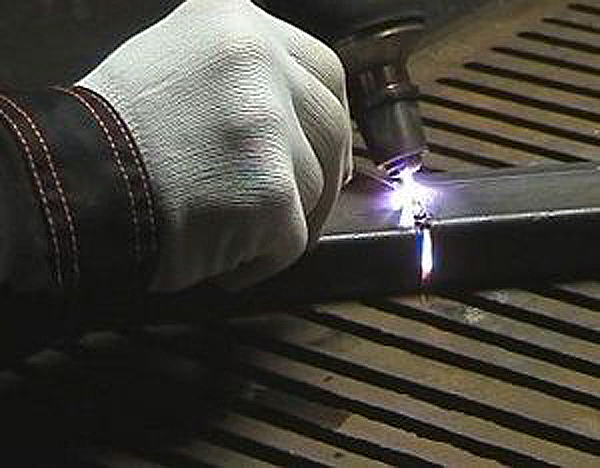
Примечательно, что во время сварочного процесса лазерной сваркой, нет необходимости создания вакуумной камеры. Таким образом, сварочные работы проходят намного проще, в обычных условиях воздушной среды или же в среде защитных газов, таких как Аr, Не или СО2. Лазерный луч имеет одну особенность – он отклоняется в зависимости от оптической схемы сварочного процесса.
Как и в случае с направленным солнечным лучом сквозь лупу, в жаркий летний день, направленный, тонкий, лазерный луч имеет огромную энергию и тепло, с помощью которых расплавляет и способен сваривать металлические части. Лазерный луч имеет свою направленность, монохроматичность и когерентность.
Монохроматичный луч, в отличие от луча белого света, имеет заданную длину и частоту волны. Из-за этого, его фокусируют оптическими элементами. Когерентен лазерный луч по нескольким причинам. Но, главное, что во время сварки происходит несколько волновых процессов, что и вызывает когерентность. Благодаря этому свойству, значительно усиливается мощность излучения, и лазерный луч становится намного мощнее.
К особенностям лазерной сварки стоит отнести её разные виды. Так, лазер такой сварки может быть твердотельным или газовым, а по воздействию их можно разделить на непрерывные и периодические. Так как лазерное излучение несет в себе огромное количество энергии, наплавленный металл имеет небольшие размеры, поэтому место сварки и сварной шов получается достаточно аккуратным и незаметным.
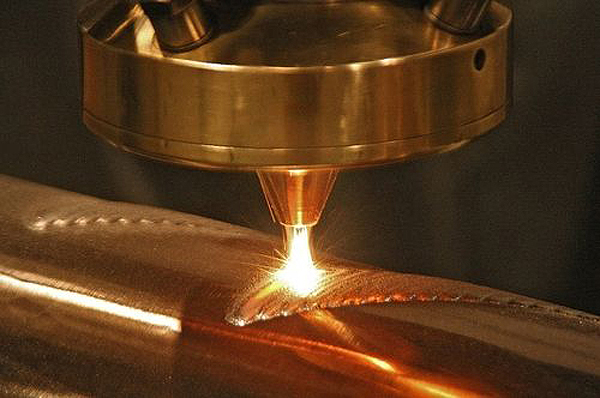
Для больших и мощных лазеров, достоинством является получение достаточно большой глубины проплавления, при сравнительно небольшой ширине шва. В свою очередь, это позволяет снизить зону термического влияния, а также сократить сварочные деформации. Кроме того, лазер дает ощутимый экономический эффект.
Низкая распространенность лазерной сварки обусловлена технологической сложностью и реализацией таких сварочных аппаратов. Именно отсутствие простоты не позволяет лазерной сварке стать на массовый путь применения.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q